Stai ripristinando la forza maschile e non funziona? C’è una via d’uscita – Farmacia-Farina. Effetto rapido garantito con Levitra!
-
Click To See Our Toolbox
- Materials: Aluminum, Stainless and Carbon Steels, High Temperature Alloys, and more
- Press Brake
- Plate Roll
- Shear
- Straightening Press
- 5 Axis Waterjet
- Bandsaws w/ Mitering
- Iron Workers
- 2- 6 Axis Robotic Welders w/ work positioners,
- Blast Booth
- Full NDT
-
Click To See Our Certifications
- AWS D1.1, Structural Welding Code – Steel
- AWS D1.2, Structural Welding Code – Aluminum
- AWS D1.6, Structural Welding Code – Stainless Steel
- AWS D17.1, Fusion Welding for Aerospace Applications
- AWS B2.1, Welding Procedure and Performance Qualification
- NAVSEA S9074-AQ-GIB-010/248, Welding and Brazing Procedure and Performance Qualification
- AWS D1.3, Structural Welding Code – Sheet Steel
- AWS D17.3, Friction Stir Welding of Aluminum Alloys for Aerospace Applications
- AWS D14.4, Welded Joints in Machinery and Equipment
- ANSI/NACE MR0103
- ANSI/NACE MR0175
Friction Stir Welding
GTC is unmatched in its experience and expertise with friction stir welding (FSW) technology. FSW is a metal joining process that uses the friction created by a specially designed rotating tool to heat-soften and bond adjacent workpiece surfaces. GTC has developed proprietary, patented technology to make FSW faster, more precise and more economical. Because FSW does not involve melting the workpiece materials, it eliminates many of the problems associated with conventional welding such as fumes, spatter, porosity, solidification cracking and shrinkage. It is especially suitable for aluminum alloys that are difficult to weld conventionally. Having invested heavily in innovative developments related to FSW, GTC is both a pioneer and a leader in this technology.
-
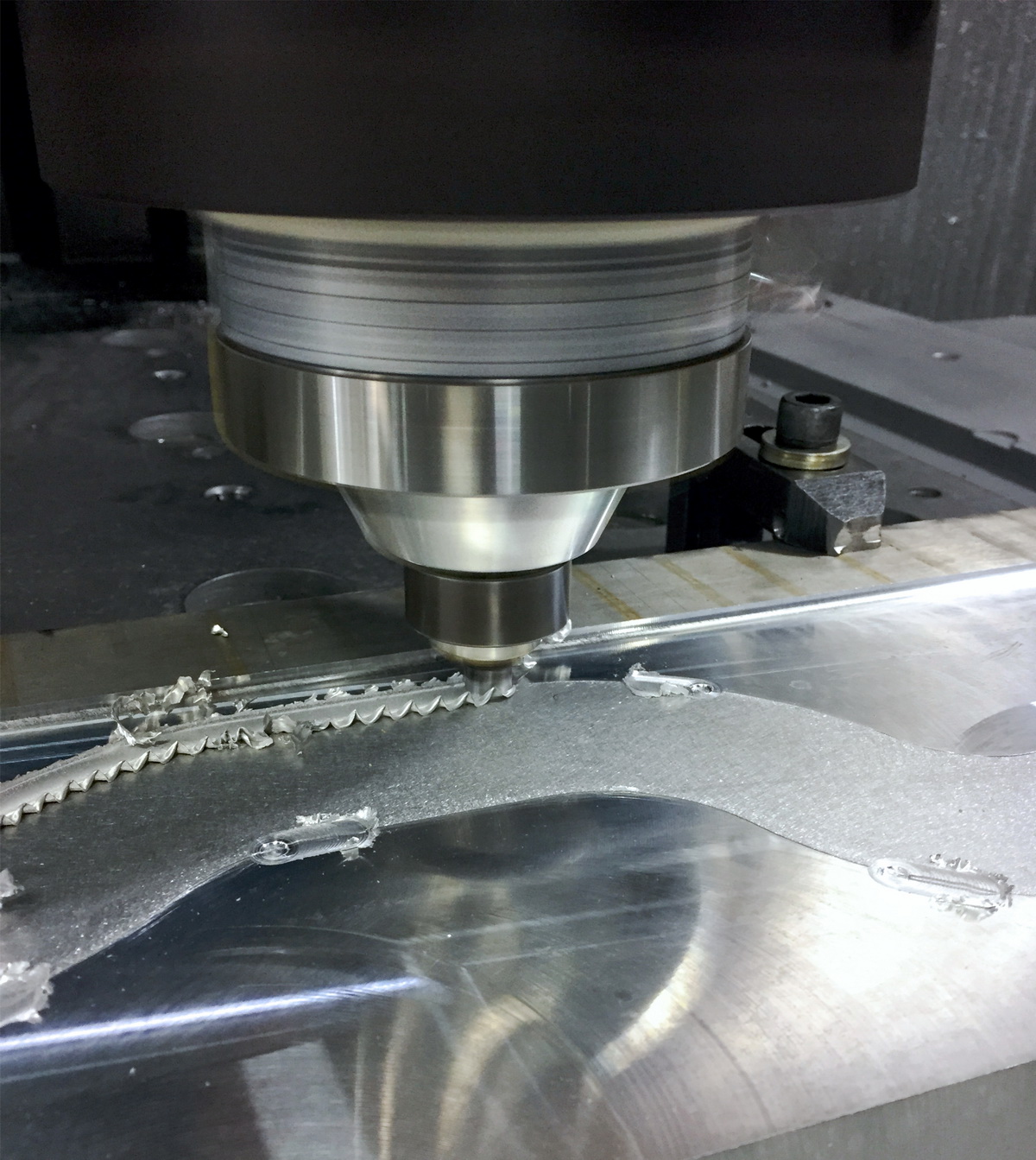
What is Friction Stir Welding?Friction Stir Welding (FSW) is a revolutionary technique that was developed by The Welding Institute (TWI) in Cambridge, England, in 1991. We're proud that our company offers friction stir welding. In friction stir welding, a cylindrical, shouldered tool with a profiled probe (pin) is rotated and slowly plunged into the joint line between two pieces of sheet or plate material, which are butted together. The parts are clamped onto a backing bar in a manner that prevents the abutting joint faces from being forced apart. Frictional heat is then generated between the wear resistant welding tool and the material of the work-pieces. This heat causes the work pieces to soften without reaching the melting point and allows traversing of the tool to the trailing edge of the tool probe and is forged by the intimate contact of the tool shoulder and the pin profile. It leaves a solid bond between the two pieces. The process can be regarded as a solid phase key-hole welding technique, since a hole to accommodate the probe is generated, then filled during the welding sequence.
-
Advantages Of Friction Stir Welding?It is solid-state process, in which the joining occurs without fusion of the metal alloys to be welded.The absence of melting eliminates many of the problems normally associated with conventional metal welding such as fumes, spatter, porosity, solidification cracking, and shrinkage. Welds that are stronger and more durable than other techniques, and it can be done faster, resulting in less cost. The process is uniquely suited to join materials, such as aluminum alloys that are difficult to fusion weld. These include the 2000 and 7000 series aluminum alloys and the 2195 aluminum-lithium alloy, used on the external fuel tank of the NASA Space Shuttle. Friction Stir Welding can use existing and readily available machine tool technology. The process is also suitable for automation and adaptable for robotic application.
- Non-consumable tooling is used
- One tool can typically be used for up to 100 M of weld length on 6000 series aluminum alloys
- No filler wire
- No gas shielding for welding aluminum
- No welder certification required
- Some tolerance to imperfect weld preparations – thin oxide layers can be accepted
- No grinding, brushing, or pickling required in mass production
Customers Include
- EWI– The Edison Weld Institute
- Boeing Michoud — Lockheed Martin Facility
- The National Ignition Facility — The world’s largest laser
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}